Конструкции звездочек, натяжные звездочки. | PRO-TechInfo
Конструкции звездочек.
Звездочки как приводных, так и тяговых цепей могут быть изготовлены:
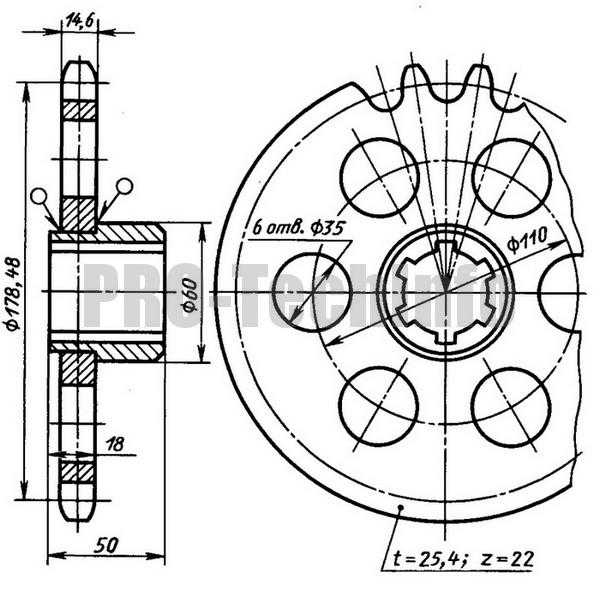
- из стали цельными или сварными (рис. 1 ),
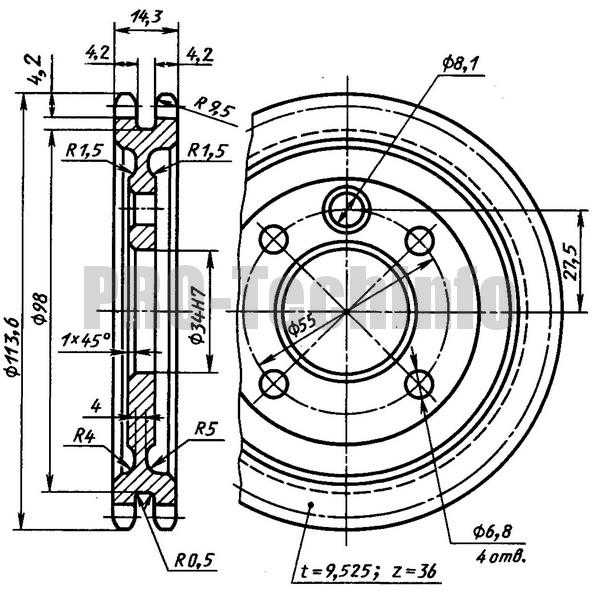
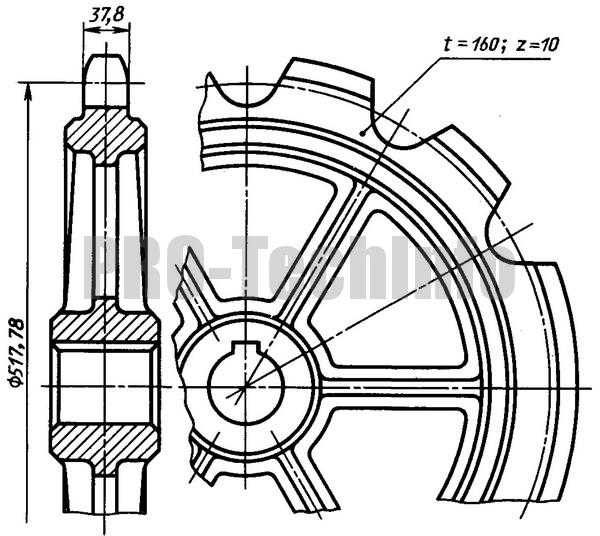
- из чугуна (рис. 2, 4)
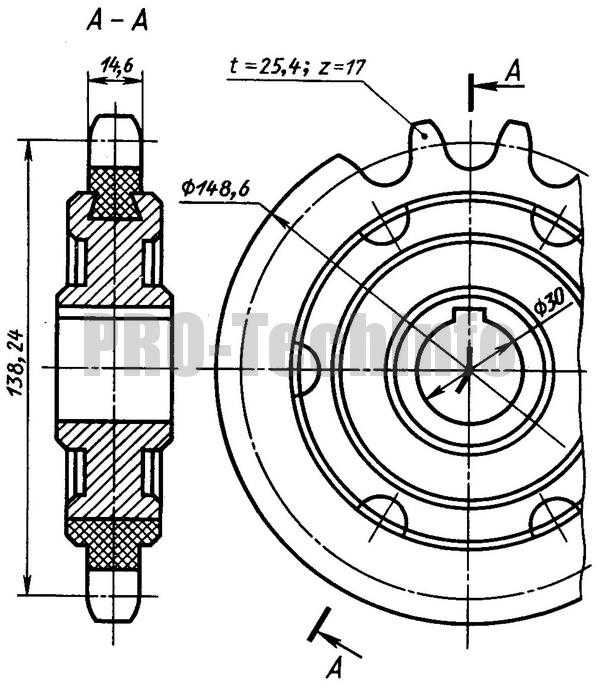
- с зубчатым венцом, выполненным из пластмассы (рис. 3).
При больших диаметрах сварные конструкции позволяют получить экономию металла. Звездочки с пластмассовым венцом применяют в быстроходных передачах для уменьшения шума. Литые звездочки применяют при больших габаритах в транспортных и сельскохозяйственных машинах.
Звездочка сварная для роликовой цепи.
Материал: Сталь 45
Звездочка для двухрядной втулочной цепи.
Материал: Чугун СЧ 24
Звездочка с венцом, выполненным из пластмассы.
Звездочка для тяговой пластинчатой цепи.
Материал: Чугун СЧ 24
Звездочки натяжные.
Кроме основного метода регулирования провисания цепей перемещением одного вала привода применяют также регулирование натяжными звездочками, которые переставляют вручную (рис. 1…5) или они перемещаются автоматически (параграф ниже). Звездочки должны обеспечивать нормальное натяжение цепи при изменении ее длины в пределах 2
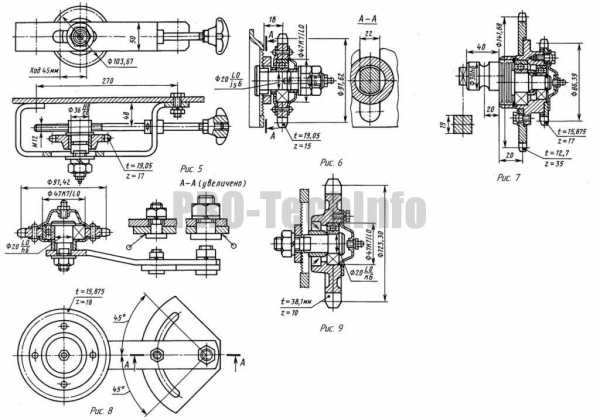
Звездочки для автоматического натяжения цепи.
Приведенные на листе конструкции применяют для коротких цепных передач, когда цепь можно натягивать малыми перемещениями натяжных звездочек.
Звездочка (рис. 1) выполнена на подшипнике скольжения. Натяжение цепи создается цилиндрической пружиной, установленной внутри звездочки. При перемещении звездочки вправо под действием пружины фиксаторы стойки западают в пазы палзуна и препятствуют обратному смещению звездочки.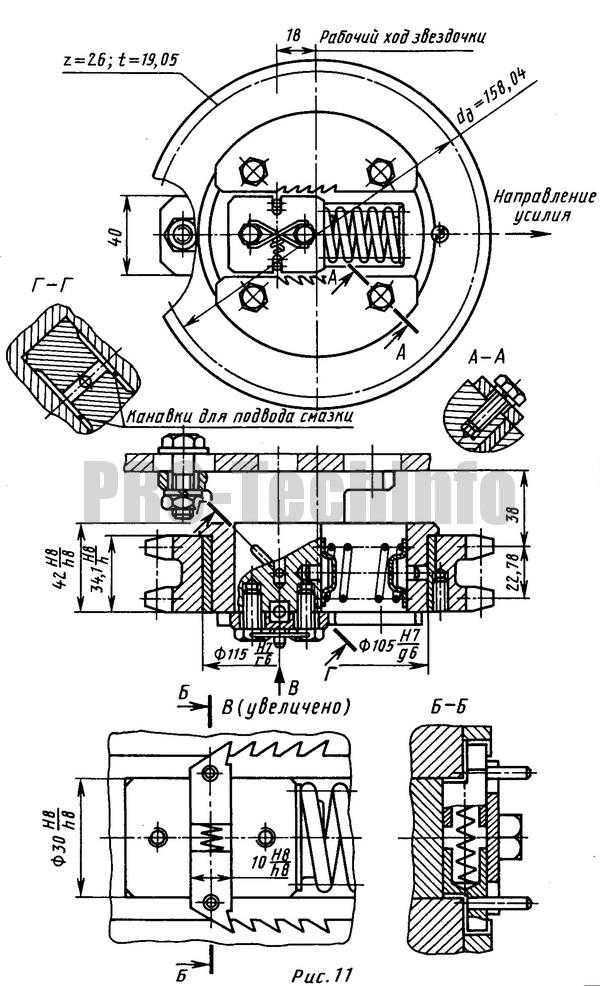
Звездочка (рис. 2) вращается на подшипнике, выполненном из пластмассы. Натяжение цепи осуществляется перемещением оси звездочки по окружности радиуса е1 относительно оси стойки под действием спиральной пружины. С корпусом цепной передачи звездочка соединена шлицевым соединением с треугольным профилем. Смещением шлицевого соединения на размер е2 можно легко установить стойку в нужное положение.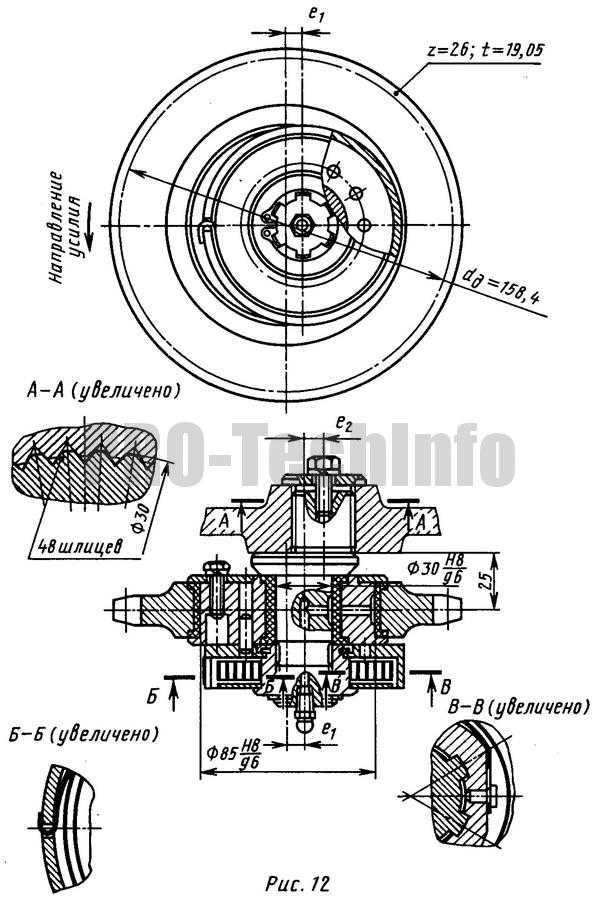
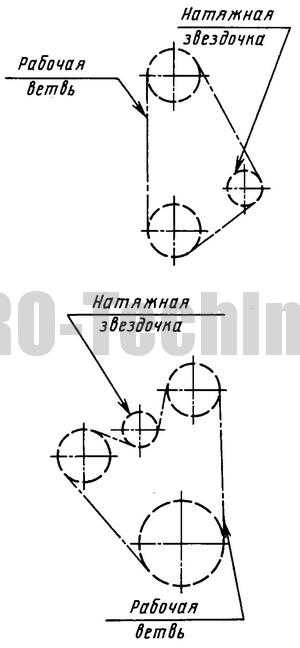
Возможные положения натяжных звездочек в приводе.
Соседние страницы
pro-techinfo.ru
Как сделать звезды в фотошопе
В этом уроке мы с вами научимся делать объемные звезды в фотошопе, которые могут пригодиться вам как элемент дизайна будущего сайта или часть коллажа. Ну, или любых других целей.
Попытаемся создать в фотошопе что-то похожее на звездочки рейтинга самым простым способом. Итак, начнем.
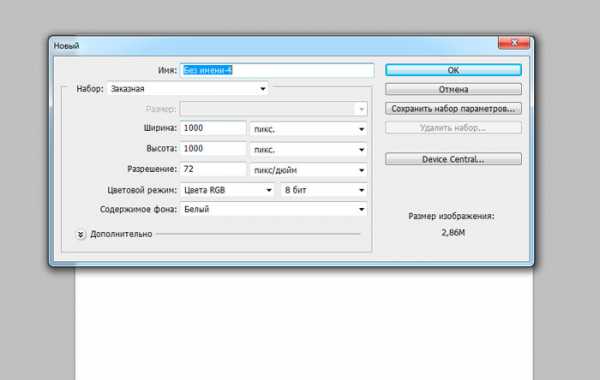
Для начала создайте новый документ. Команды: файл – создать. 1000 на 1000 пикселей нам вполне подойдет.
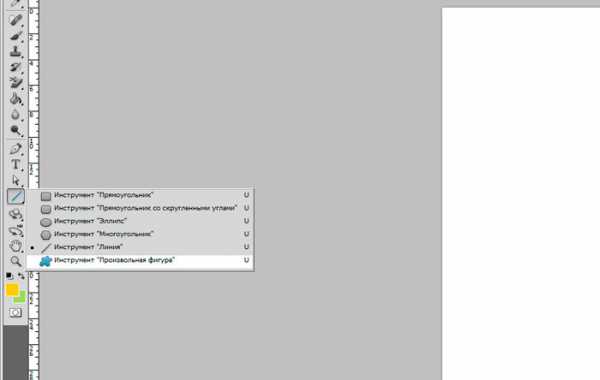
Затем, выбираем инструмент «Произвольная фигура».
На верхней панели выбираем форму растровой точки. Нас интересует пятиконечная звезда.
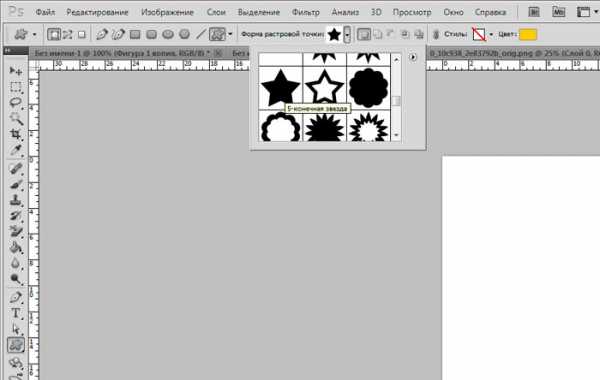
А теперь, собственно, рисуем звездочку, используя цвет #fecb00.
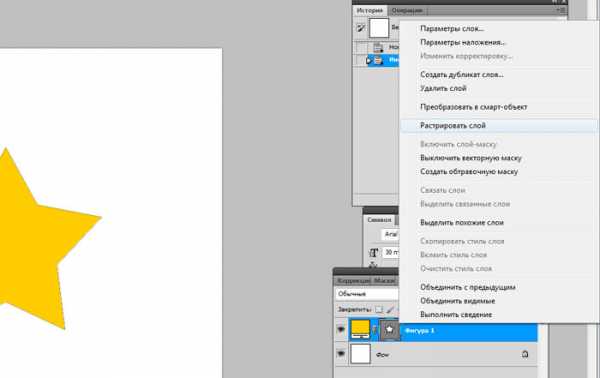
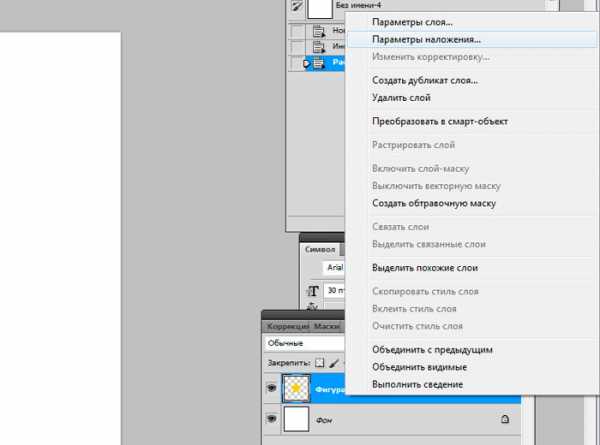
Для проведения дальнейших манипуляций нам придется растрировать слой. И эту возможность мы ищем в окне слоев.
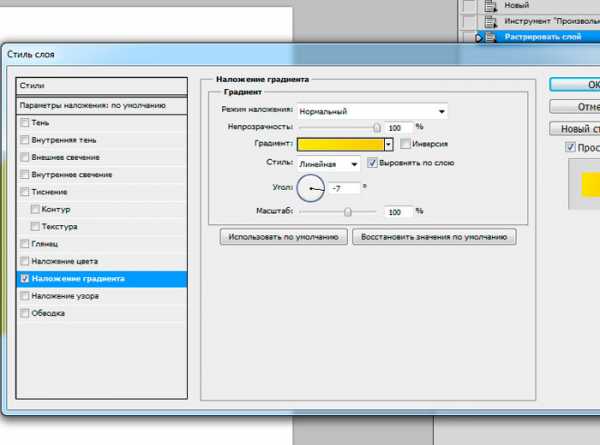
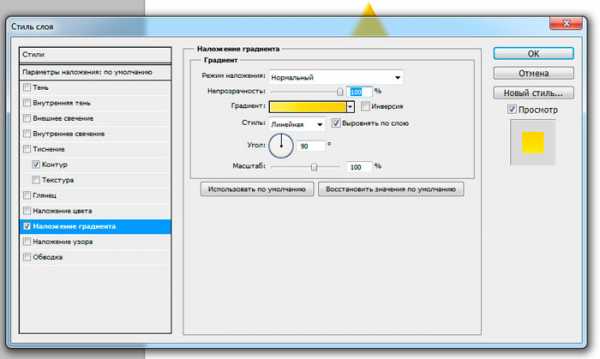
Теперь мы заходим в параметры наложения, которые мы находим в том же окне слоев.
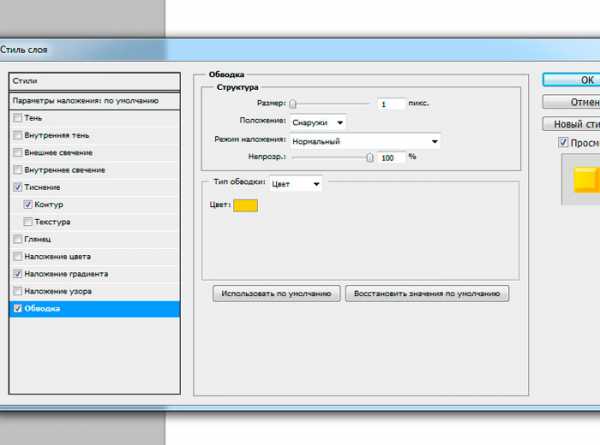
Чтобы сделать нашу звездочку более объемной, мы придется воспользоваться градиентом, тиснением и обводкой. Выбираем следующие настройки:
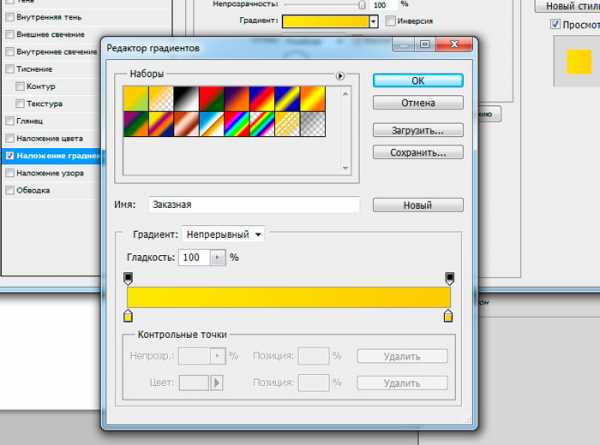
Цвета градиента: #f7e61fи #fecb00. Задать их вы можете кликнув по полю градиент в появляющемся окне. Просто кликните по ползунку и выберите нужные нам оттенки желтого.
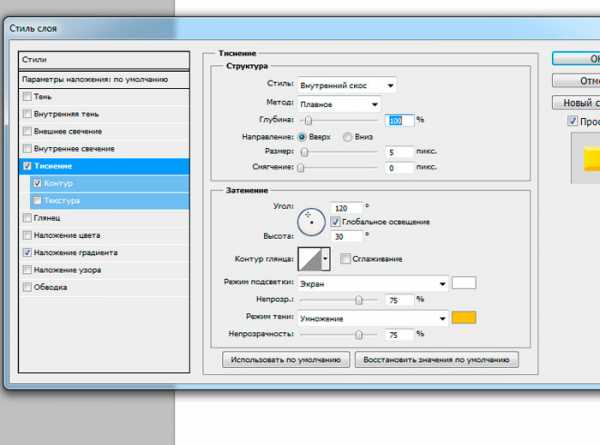
Теперь переходим к тиснению. Устанавливаем следующие настройки:
Цвет режима тени #e8be04
Не забудьте установить контур, настройки которого стандартны. Теперь контур, цвет которого #fdce03.
Не забываем и про обводку.
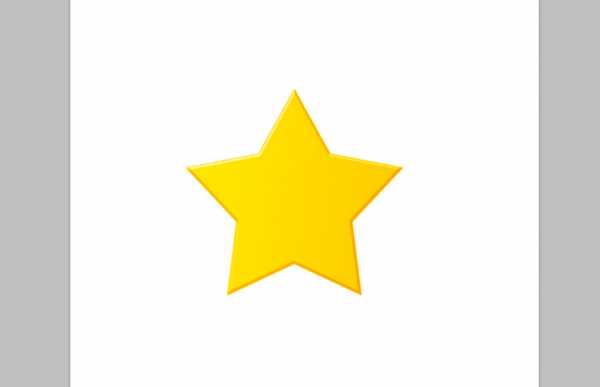
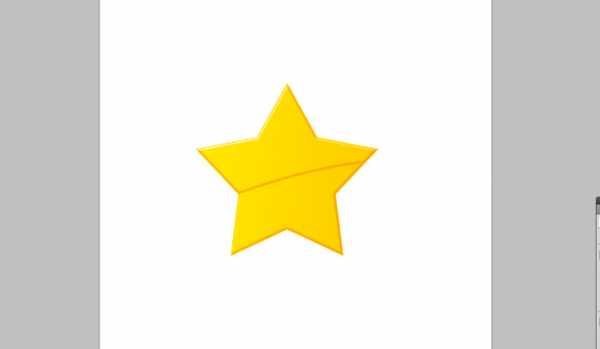
Вот такая звездочка у нас получилась! Вы можете остановиться на этом, хотя я предложу несколько усложнить ее и добавить небольшой блик.
Для этого мы сделаем дубликат слоя.
Затем найдем на боковой панели инструментов перо.

Установим на втором слое две точки и потянув мышкой вторую немного выгнем линию.
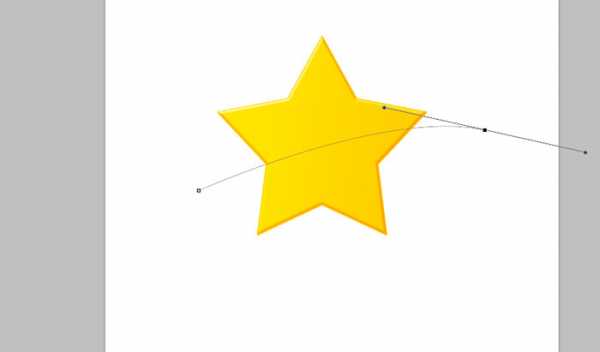
Затем сделаем окружность, захватывающую всю звездочку снизу и замкнем контур. Щелкаем левой кнопкой мыши и выбираем «Создать выделенную область». Которую мы удаляем, нажав кнопку del.
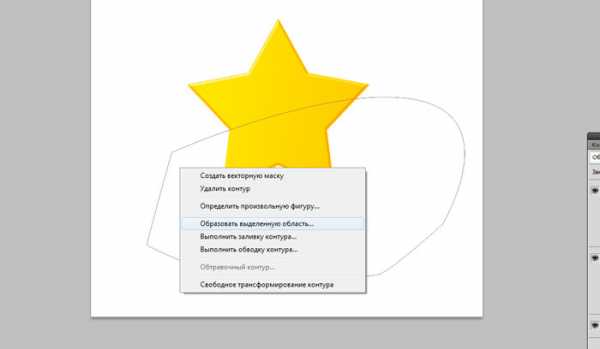
Пока у нас получается что-то несуразное, но мы это быстро исправим.
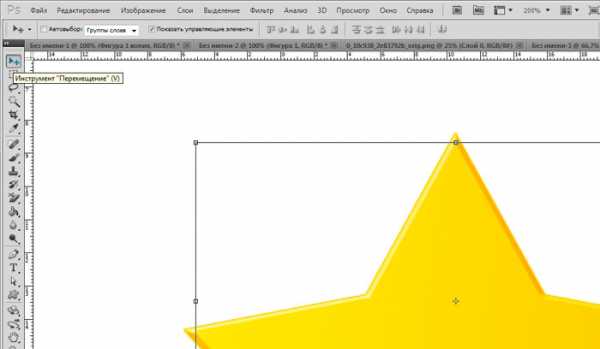
Теперь мы выбираем инструмент «Перемещение» и уменьшаем второй слой. Чуть-чуть. Так, чтобы он не заходил за края предыдущего.

В окне слои выключаем тиснение и обводку, кликну по пиктограмме видимость слой – эффекта, которая напоминает глаз.
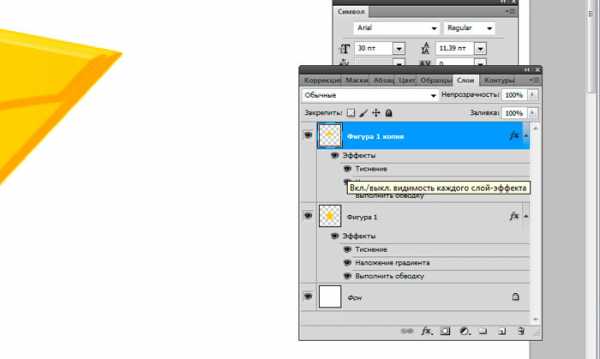
Настройки градиента меняем на следующие:
Цвета #f8ed70 и #fecb00. Будьте внимательны! Угол градиента изменился!
На этом все. Вот такую звезду, сделанную в фотошопе мы получаем в итоге. Как вы можете заметить, выполненные операции крайне просты и незамысловаты.

photoshop-work.ru
3 Проектирование звездочек цепной передачи
3.1 Размеры венца звездочек для роликовых и втулочных цепей
Размеры зубчатых венцов звездочек (по ГОСТ 591-69) для роликовых и втулочных цепей представлены на рис. 7 и 8.
Примечание
 ,
диаметра окружности выступов
,
диаметра окружности выступов и размеров, представленных на рис. 8.
и размеров, представленных на рис. 8.Исходные данные: шаг цепи t, число зубьев звездочки z, диаметр элемента зацепления d1 (по таблице 1 приложения)
|
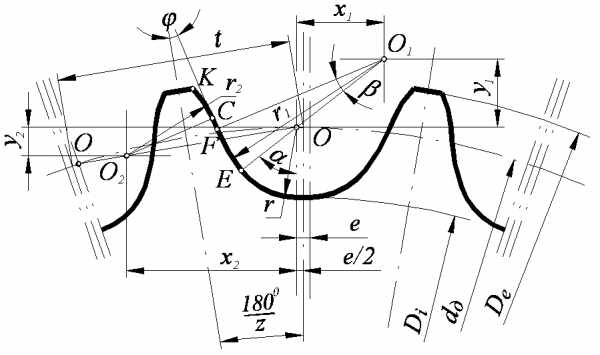
Рис. 7. Профиль зубьев со смещением центров дуг впадин |
|
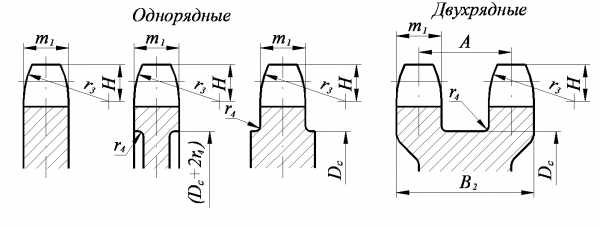
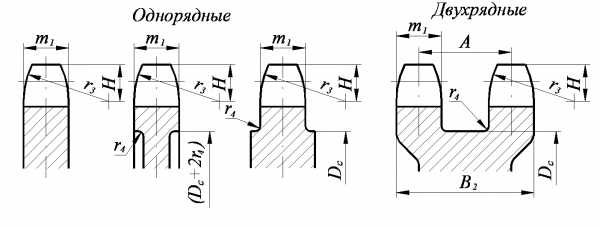
Рис. 8. Зубья и венец звездочки в поперечном сечении |
Делительный
диаметр  .
.
Диаметр окружности выступов .
Радиус впадин .
Диаметр окружности впадин .
Радиус сопряжения .
Радиус головки зуба .
Половина
угла впадины  .
.
Угол
сопряжения  .
.
Половина угла зуба .
Смещение центров дуг впадин .
Примечание:
Если звездочка цепной передачи выполняется
без смещения центров дуг впадин, то  .
.
Прямой участок профиля .
Расстояние от центра дуги впадины до центра дуги выступа зуба .
Координаты
точки  :;.
:;.
Координаты
точки  :;.
:;.
Радиус закругления зуба наименьший .
Расстояние от вершины зуба до линии центра дуг закругления .
Диаметр проточки .
Радиус
закругления  =
1,6 мм при шаге цепи
=
1,6 мм при шаге цепи до 35 мм;
до 35 мм;
 =
2,5 мм при шаге цепи
=
2,5 мм при шаге цепи  свыше 35 мм.
свыше 35 мм.
Ширина зуба для однорядной цепи .
Ширина зуба для двух- и трехрядной цепи .
Ширина венца для двух- и трехрядной цепи .
Диаметр окружности выступов вычисляют с точностью до 0,1 мм; остальные
линейные размеры – до 0,01 мм, а угловые
– до 1.
вычисляют с точностью до 0,1 мм; остальные
линейные размеры – до 0,01 мм, а угловые
– до 1.3.2 Конструкция ступицы и диска звездочек цепных передач
Конструкция ступицы и диска звездочек цепных передач представлены на рис. 9.
|
Рис. 9. Конструкция звездочки цепной передачи. |
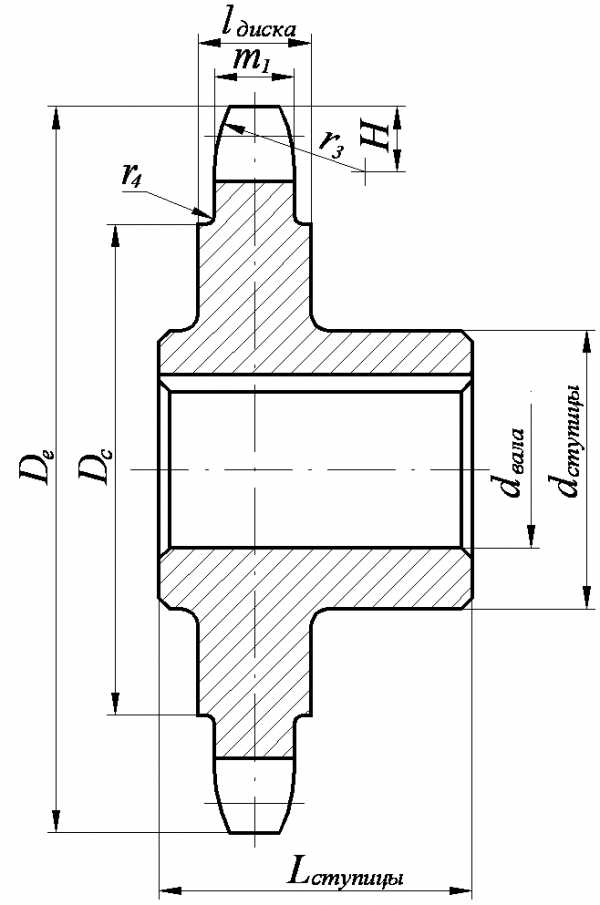
Значение диаметра вала берется из конструкции механизмов, которые соединяются цепной передачей.
Диаметр ступицы обычно берут:
–для ступиц из чугуна;
–для стальных ступиц.
Длина ступицы ориентировочно равна , окончательно ее принимают с учетом результатов расчета шпоночного или шлицевого соединения.
У
звездочек больших диаметров диск имеет
увеличенную толщину для увеличения
жесткости. Ширина диска
.
Звездочки небольших диаметров в этом
не нуждаются. У них ширина диска .
.
Вычисленные
значения  ,
, ,
, и
и округляются до значения из ряда
стандартных чисел (
округляются до значения из ряда
стандартных чисел ( – в меньшую сторону, остальные – в
большую).
– в меньшую сторону, остальные – в
большую).
Предельные отклонения и допуски на некоторые размеры звездочек приведены в таблице 2 приложения.
3.3 Материалы звездочек цепных передач
Основные материалы для звездочек цепных передач – среднеуглеродистые и легированные стали 45, 40Х, 50Г2, 35ХГСА, 40ХН с поверхностной или общей закалкой до твердости 45…55 HRC, или цементируемые стали 15, 20Х, 12ХН3А с цементацией на 1…1,5 мм и закалкой до 55…60 HRC.
При
необходимости бесшумной и плавной
работы передач  5
кВт и
5
кВт и 8
м/с можно изготовлять венцы звездочек
из пластмасс – текстолита, полиформальдегида,
полиамидов, что приводит к снижению
шума и к повышению долговечности цепей
(в связи со снижением динамических
нагрузок).
8
м/с можно изготовлять венцы звездочек
из пластмасс – текстолита, полиформальдегида,
полиамидов, что приводит к снижению
шума и к повышению долговечности цепей
(в связи со снижением динамических
нагрузок).
Звездочки тихоходных передач (до 2 м/с) с большим числом зубьев и шаге до 25,4 мм при отсутствии ударных нагрузок допускается изготовлять из чугуна не ниже марки СЧ 18-36 с последующей термической обработкой (твердость венца HB 363…429). В неблагоприятных условиях, с точки зрения износа, например, сельскохозяйственных машинах, применяют антифрикционный и высокопрочный чугун с закалкой.
studfiles.net
Расчет звездочки цепной передачи в Excel
Опубликовано 06 Авг 2016
Рубрика: Механика | 25 комментариев
До широкого распространения станков с ЧПУ зубья звездочек цепных передач нарезали чаще всего на обычных фрезерных станках дисковыми фрезами в делительных головках или – реже — червячными фрезами на зубофрезерных станках. Но для полного соответствия профиля зуба…
…при обработке дисковой фрезой теоретическому профилю необходимо для каждого числа зубьев звездочки изготовить «свою» фрезу. Производство огромной номенклатуры дорогостоящих фрез экономически нецелесообразно, и для цепи одного типоразмера стали делать 5 фрез, как некий компромисс между точностью получаемого профиля и стоимостью.
Фреза №1 – для z=7 и 8
Фреза №2 – для z=9…11
Фреза №3 – для z=12…17
Фреза №4 – для z=18…35
Фреза №5 – для z>35
Сегодня на станках плазменной, лазерной, электроэрозионной, гидроабразивной резки с ЧПУ, фрезерных с ЧПУ можно изготавливать без специального дорогостоящего инструмента звездочки цепных передач с профилями зубьев точно соответствующими теории. Это, безусловно, положительно сказывается на износостойкости и цепи и зубьев при эксплуатации передачи.
При создании управляющей программы для изготовления профилей зубьев звездочки цепной передачи в большинстве случаев необходимо получить или сделать dxf-файл с чертежом контура детали в натуральную величину (в масштабе 1:1).
Современные CAD-программы для конструкторов-механиков решают эту задачу за «пару кликов мышью». Представленный далее геометрический расчет звездочки цепной передачи в Excel покажет – «как они это делают» и поможет сделать чертеж тем, у кого нет этих дорогостоящих CAD-программ.
Расчет в Excel профиля звездочки.
Расчет звездочки цепной передачи выполняется по формулам Таблицы 1 и Таблицы 2 ГОСТ 591-69. Расчет некоторых дублирующих размеров я не стал выполнять, а оставшиеся, необходимые для прорисовки профиля параметры, расположил в таблице в порядке выполнения построений.
Программа в MS Excel:
Исходных данных — всего два, по ним автоматически определяются все расчетные параметры. Пользователь вводит число зубьев звездочки и выбирает из выпадающего списка цепь по ГОСТ 13568-97, все остальное происходит автоматически!
Проектировочный расчет в Excel роликовой цепной передачи, определяющий исходные данные для рассматриваемой программы, в подробном изложении найдете здесь.

Формулы:
Формулы в программе, как было замечено выше, расположены не в логической последовательности выполнения вычислений, а в порядке потребности в значениях размеров для выполнения геометрических построений.
9. λ=t/d1
10. K=f(λ)
при λ≤1,5 K=0,480
при 1,5<λ≤1,6 K=0,532
при 1,6<λ≤1,7 K=0,555
при 1,7<λ≤1,8 K=0,575
при λ>1,8 K=0,565
Последнее значение K явно выбивается из логической цепи чисел, но соответствует ГОСТ 591-69. Ошибка в ГОСТе? Скорее всего — да. (Никто не удосужился за почти 50 лет ее исправить…) Однако, ошибка не критическая. Во многих источниках K=0,5 вне зависимости от значения λ.
11. γ=180/z
12. De=t*(K+1/tg (γ))
13. dд=t/sin(γ)
14. Di=dд-2*r
15. e/2=0,015*t
В точных кинематических реверсивных передачах следует назначить e=0.
16. r=0,5025*d1+0,05
17. α=55-60/z
18. r1=0,8*d1+r
19. β=18-56/z
20. FG=d1*(1,24*sin(φ) — 0,8*sin(β))
21. φ=17-64/z
22. r2=d1*(1,24*cos (φ)+0,8*cos (β) -1,3025) -0,05
23. bn=f (b1)
при n=1 bn=0,93*b1-0,15
при n=2 и n=3 bn=0,90*b1-0,15
при n=4 bn=0,86*b1-0,3
24. Bn=(n-1)*A+bn
25. Dc=t*1/tg (γ) -1,3*h
26. r3=1,7*d1
27. h3=0,8*d1
28. r4=f (t)
при t≤35 r4=1,6
при t>35 r4=2,5
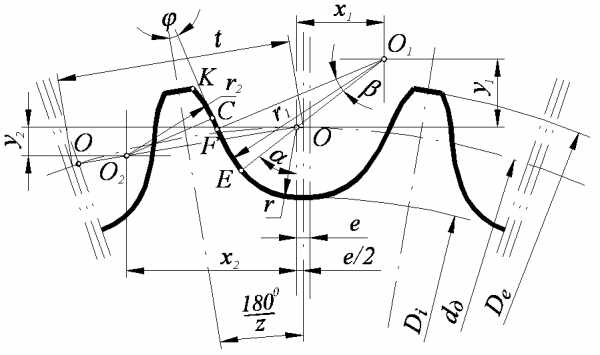
Алгоритм построения профиля зуба:
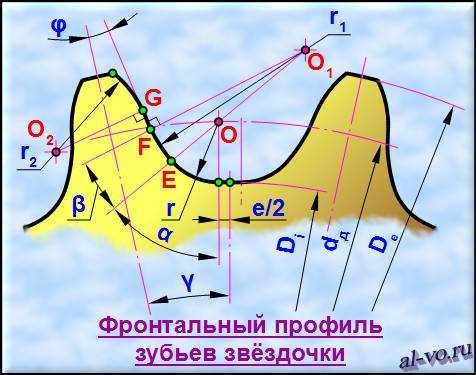
1. Из центра звездочки проводим вертикальную осевую линию через центр будущей впадины и наклоненную на угол γ осевую линию, которая пройдет через центр зуба.
2. Из того же центра строим три окружности – выступов, с диаметром De; делительную, с диаметром dд; и впадин, с диаметром Di.
3. Чертим осевую линию параллельную вертикальной осевой, отступив от нее на расстояние, равное половине смещения — e/2.
4. Из центра O — пересечения делительного диаметра и смещенной осевой линии — строим дугу с радиусом r и углом α.
5. На продолжении отрезка EO находим точку O1 (EO1=r1) и проводим дугу радиусом r1 на угол β.
6. Из точки F откладываем отрезок FG под углом φ к наклонной осевой, проходящей через центр зуба.
7. На перпендикуляре к отрезку FG, проведенном из точки G, находим центр O2 (GO2=r2) и чертим из точки G дугу радиусом r2 до пересечения с диаметром окружности выступов.
Фронтальный профиль зуба построен. Осталось сделать зеркальную копию профиля вправо от вертикальной оси и размножить по всей окружности.
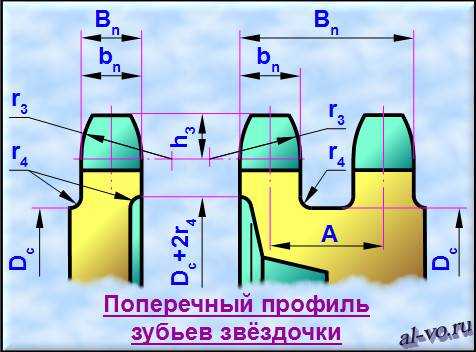
Построение поперечного профиля зубьев звездочки, думаю, не требует каких-либо дополнительных пояснений. Единственное, на что хотелось бы обратить внимание, это — выполнение диаметра обода Dc. Если его по невнимательности завысить, ролики цепи не «сядут» во впадину, и цепь будет опираться на звездочку торцами боковых пластин… (Недолго будет опираться…)
Заключение.
Расчет звездочки цепной передачи был выполнен в разрезе определения геометрических размеров профиля зубьев, достаточных для выполнения чертежа венца. Допуски на изготовление звездочки следует назначать по Таблице 3 ГОСТ591-69. В справочном приложении к этому ГОСТу есть обширные таблицы с рассчитанными параметрами звездочек для конкретных марок цепей. Часть данных из этих таблиц вы можете использовать для проверки выдаваемых программой в Excel результатов.
Уважающих труд автора прошу скачать файл с расчетной программой после подписки на анонсы статей в окне, размещенном в конце статьи или в окне наверху страницы!
Ссылка на скачивание файла: raschet-zvezdochki-cepnoj-peredachi (xls 107 KB).
Другие статьи автора блога
На главную
Статьи с близкой тематикой
Отзывы
al-vo.ru
| Однорядные звездочки для приводных роликовых и втулочных цепей по ГОСТ 13568-97 | |
|---|---|
| Допустимые технические характеристики:
Шаг цепи: 9,525; 12,7; 15,875; 19,05; 25,4; 31,75; 38,0; 38,1; 44,45; 50,8; 63,5 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Двухрядные звездочки для приводных роликовых и втулочных цепей по ГОСТ 13568-97 | |
| Допустимые технические характеристики:
Шаг цепи: 12,7; 15,875; 19,05; 25,4; 31,75; 38,0; 38,1; 44,45; 50,8 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Трехрядные звездочки для приводных роликовых и втулочных цепей по ГОСТ 13568-97 | |
| Допустимые технические характеристики:
Шаг цепи: 12,7; 15,875; 19,05; 25,4; 31,75; 38,0; 38,1; 44,45; 50,8 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Звездочки для цепей транспортеров и элеваторов типа ТРД-38-5600 | |
| Допустимые технические характеристики:
Шаг цепи: 38,0 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Звездочки для тяговых пластинчатых цепей по ГОСТ 589-85 | |
| Допустимые технические характеристики:
Шаг цепи: 50, 63, 75, 80, 100, 125, 160, 200, 250 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Звездочки для тяговых вильчатых цепей по ГОСТ 12996-90 | |
| Допустимые технические характеристики:
Шаг цепи: 100, 125, 160, 200, 250 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Звездочки для тяговых разборных цепей по ГОСТ 589-85 | |
| Допустимые технические характеристики:
Шаг цепи: 63, 80, 100, 125, 160, 200, 250 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Звездочки для круглозвенных цепей по ТУ 3148-001-98474340-2007 | |
| Допустимые технические характеристики:
Калибр: от 6 до 22 мм Шаг: от 19 до 136 мм Мах диаметр окружности выступов при зацеплении за горизонтальное звено: не более 350 мм Мах диаметр окружности выступов при зацеплении за вертикальное звено: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
| Звездочки для грузовых пластинчатых цепей по ГОСТ 191-82 | |
| Допустимые технические характеристики:
Шаг цепи: 100, 125, 160, 200, 250 мм Мах диаметр окружности выступов: не более 1000 мм Внутреннее зацепление: шпоночное, шлицевое, Taper Bush Термообработка: объемная закалка, ТВЧ. |
|
www.akmash.ru
Как сделать приводную звезду своими руками
Для того что бы сделать приводную звезду совсем не обязательно иметь ЧПУ или прочее спец оборудование.
Бывает, что не всегда удается найти и купить для велосипеда, мопеда или мотоцикла звезду с нужным количеством зубьев. Предлагаю простой и доступный способ самостоятельного изготовления нужной звезды.
Технология проста — в программе Sprocket
Скачать файл:
sprocket.zip [47.63 Kb] (cкачиваний: 2135) .zip
Нужно, сделать звезду с нужным количеством зубьев под определенную цепь, программа проста и не требует особых знаний. Открываем скачанный архив с программой, в котором кроме программы есть инструкция как ней пользоваться.
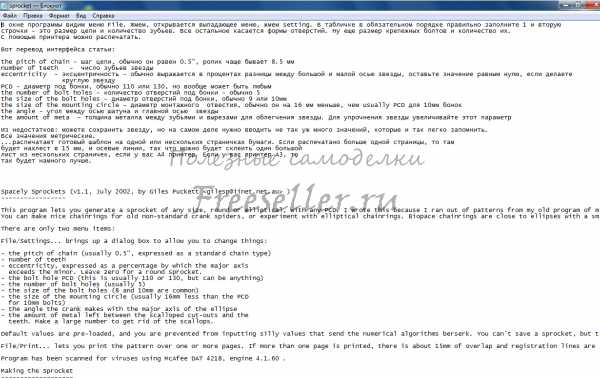
Дальше открываем саму программу и в настройках выбираем нужные параметры для вашей звездочки.
Параметры цепи указанные на фото красной стрелкой можно взять с этого сайта, а для тех, кто не понял, как это сделать смотрите изготовление звезды от начала и до конца в видео.
После того как звезду распечатали, листы нужно между собой соединить по линии и приклеить на метал нужной толщины. Я делал звезду под мопедную цепь, и брал металл толщиной 5,5 мм.



Дальше нужно накернить все точки для того, чтобы при сверлении не уйти в сторону от метки. Сверлю двумя сверлами для точности. Сначала сверлю сверлом 4 мм, а потом 8,5 мм — таким размером как ролик цепи.


Лишний металл обрезаю, чтобы не мешал.

Для того чтобы все зубья были вырезаны одинаково, я закрепляю звезду и болгарку на одной рейке, а угол под которым нужно пилить смотрю по заводской звезде с любым количеством зубьев.



Болгарка на шарнире что позволяет ее подымать и опускать. После пропила с одной стороны, звезду переворачиваю на другую сторону и тоже спиливаю лишнее.

После этого нам нужно подровнять высоту зубьев, которую я отмеряю по заводской звездочке, для этого я закрепляю болгарку.



После того как все зубья выровняли по высоте немного подравниваю их на болгарке.


Потом проверяю, нормально ли садится цепь.


Цепь садится идеально, и я вырезаю в центре звезды отверстие под вал и треугольники для красоты и уменьшения веса. Звезда не нуждается в термической обработке, поскольку у больших звезд больше зубьев и нагрузка на каждый получается меньше.

Весь процесс изготовления звезды смотрите в видео в начале статьи.
Спасибо за внимание!
Категория: Авто самоделки / Самодельные мотоциклы
www.freeseller.ru
3 Проектирование звездочек цепной передачи
3.1 Размеры венца звездочек для роликовых и втулочных цепей
Размеры зубчатых венцов звездочек (по ГОСТ 591-69) для роликовых и втулочных цепей представлены на рис. 7 и 8.
Примечание:
нижеприведенные размеры необходимы
для выпуска чертежей звездочек цепной
передачи. Для выполнения сборочного
чертежа привода достаточно произвести
расчет делительного диаметра  ,
диаметра окружности выступов
,
диаметра окружности выступов и размеров, представленных на рис. 8.
и размеров, представленных на рис. 8.
Исходные данные: шаг цепи t, число зубьев звездочки z, диаметр элемента зацепления d1 (по таблице 1 приложения)
|
Рис. 7. Профиль зубьев со смещением центров дуг впадин |
|
Рис. 8. Зубья и венец звездочки в поперечном сечении |
Делительный
диаметр 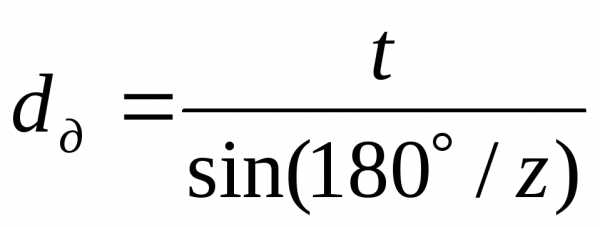 .
.
Диаметр окружности выступов .
Радиус впадин .
Диаметр окружности впадин .
Радиус сопряжения .
Радиус головки зуба .
Половина
угла впадины  .
.
Угол
сопряжения 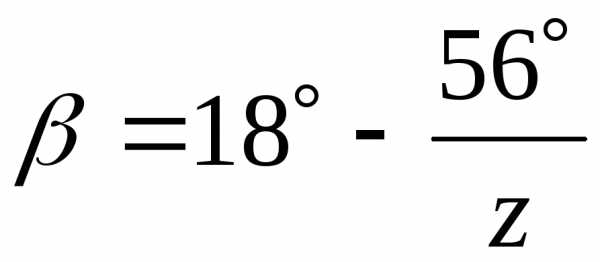 .
.
Половина угла зуба .
Смещение центров дуг впадин .
Примечание:
Если звездочка цепной передачи выполняется
без смещения центров дуг впадин, то  .
.
Прямой участок профиля .
Расстояние от центра дуги впадины до центра дуги выступа зуба .
Координаты
точки  :;.
:;.
Координаты
точки  :;.
:;.
Радиус закругления зуба наименьший .
Расстояние от вершины зуба до линии центра дуг закругления .
Диаметр проточки .
Радиус
закругления  =
1,6 мм при шаге цепи
=
1,6 мм при шаге цепи до 35 мм;
до 35 мм;
=
2,5 мм при шаге цепи  свыше 35 мм.
свыше 35 мм.
Ширина зуба для однорядной цепи .
Ширина зуба для двух- и трехрядной цепи .
Ширина венца для двух- и трехрядной цепи .
Диаметр
окружности выступов  вычисляют с точностью до 0,1 мм; остальные
линейные размеры – до 0,01 мм, а угловые
– до 1.
вычисляют с точностью до 0,1 мм; остальные
линейные размеры – до 0,01 мм, а угловые
– до 1.
3.2 Конструкция ступицы и диска звездочек цепных передач
Конструкция ступицы и диска звездочек цепных передач представлены на рис. 9.
|
Рис. 9. Конструкция звездочки цепной передачи. |

Значение диаметра вала берется из конструкции механизмов, которые соединяются цепной передачей.
Диаметр ступицы обычно берут:
–для ступиц из чугуна;
–для стальных ступиц.
Длина ступицы ориентировочно равна , окончательно ее принимают с учетом результатов расчета шпоночного или шлицевого соединения.
У
звездочек больших диаметров диск имеет
увеличенную толщину для увеличения
жесткости. Ширина диска
.
Звездочки небольших диаметров в этом
не нуждаются. У них ширина диска .
.
Вычисленные
значения  ,
, ,
, и
и округляются до значения из ряда
стандартных чисел (
округляются до значения из ряда
стандартных чисел ( – в меньшую сторону, остальные – в
большую).
– в меньшую сторону, остальные – в
большую).
Предельные отклонения и допуски на некоторые размеры звездочек приведены в таблице 2 приложения.
3.3 Материалы звездочек цепных передач
Основные материалы для звездочек цепных передач – среднеуглеродистые и легированные стали 45, 40Х, 50Г2, 35ХГСА, 40ХН с поверхностной или общей закалкой до твердости 45…55 HRC, или цементируемые стали 15, 20Х, 12ХН3А с цементацией на 1…1,5 мм и закалкой до 55…60 HRC.
При
необходимости бесшумной и плавной
работы передач  5
кВт и
5
кВт и 8
м/с можно изготовлять венцы звездочек
из пластмасс – текстолита, полиформальдегида,
полиамидов, что приводит к снижению
шума и к повышению долговечности цепей
(в связи со снижением динамических
нагрузок).
8
м/с можно изготовлять венцы звездочек
из пластмасс – текстолита, полиформальдегида,
полиамидов, что приводит к снижению
шума и к повышению долговечности цепей
(в связи со снижением динамических
нагрузок).
Звездочки тихоходных передач (до 2 м/с) с большим числом зубьев и шаге до 25,4 мм при отсутствии ударных нагрузок допускается изготовлять из чугуна не ниже марки СЧ 18-36 с последующей термической обработкой (твердость венца HB 363…429). В неблагоприятных условиях, с точки зрения износа, например, сельскохозяйственных машинах, применяют антифрикционный и высокопрочный чугун с закалкой.
studfiles.net